服务热线
18103314772
服务热线
18103314772

手机:18103314772
邮箱:jingshizhizao@163.com
地址:石家庄红旗大街567号元氏天山国际制造园57号
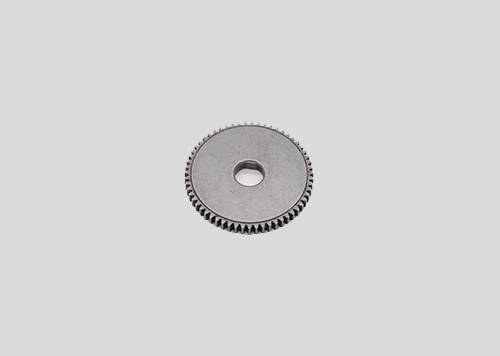
粉末冶金齿轮——因现代汽车制造业的快速发展,对变速箱核心零部件的需求越来越高。同步齿轮作为齿轮箱的重要组成部分,重复使用,具有一系列节能环 保的优点,高精度粉末冶金齿轮得到了广泛的应用。
与钢轮加工相比,粉末冶金齿轮基本是直接成型,可以少做切削甚至不做切削,在一 定程度上减少了原材料的浪费,降低了生产成本,也正因为如此,粉末冶金齿轮在汽车零部件中的比重越来越大,有取代钢轮的趋势。但是粉末冶金齿轮也有其不可忽视的缺点,即其加工难点,具体难点如下:

①工件硬度高。由于多孔结构的存在,粉末冶金轮的表面积增大,在热处理过程中会发生氧化和碳化,这些氧化物和碳化物往往是坚硬的,但也非常耐 磨,即使轮的宏观硬度测量只有HRC20-35,加工粉末冶金齿轮的局部硬度也会高达HRC60,这对刀具的硬度和耐 磨性提出了更高的要求。
②高孔隙度。由于被粉末压制的工件,内部气孔不能完 全消 除,使轮的气孔率很高,在加工过程中,刀具会不断受到冲击,很容易被其多孔结构所损坏,从而降低刀具的使用寿命。
③导热性差。由于P/M轮的孔隙率很高,在一 定程度上降低了轮的导热系数。在加工过程中,刀具刃口的温度会很高,会造成月牙的磨损和变形。
所以选择正确的刀具尤为重要。